

How misidentifying the source of water contamination delayed the start of a new manufacturing center. The second of our four-part series on contamination trends
Recap: A series of clean room investigations dragged on for years because a manufacturing site minimized the importance of individual EM and water bioburden events. The site also failed to connect the recovery of closely related species from In-process bioburden samples. As the root cause went untreated, in-process bioburden counts increased in frequency and severity. This led to a stop in production and misapplied corrective actions.
We can learn from this mistake. For individual events, the site blamed common, generic root causes to close individual event records. A comprehensive analysis of the microorganisms observed could have solidified scope of the problem and returned the environment to a state of control faster.
In part one of this series, we addressed the common understanding that humans are the primary source of contamination in cleanrooms, providing a detailed example where skin flora organisms were found in a cleanroom.
The source of contamination is the person, place, or thing from which something, like a microorganism, comes from. The root cause of contamination is the event, action, or reason environment or product contamination occurred. Even when common soil or water organisms are recovered, humans are often blamed as the root cause. They may not have shed those organisms from their bodies, but according to site management, poor practices and human actions contaminated the test sample.
In this second part of the series, I have another example where the root cause was misapplied to people. During start-up of a new manufacturing center, the time spent blaming human factors distracted from the actual source of contamination. Water contamination continued, significantly delaying production. This example also occurred at the same site described in part one.
Water Testing
Let’s lay out the water system and sampling process at this site. Each of the three manufacturing areas were supplied by three or four Water for Injection (WFI) loops, for a total of ten loops. Each Point of Use (POU) on the loops was sampled on a weekly basis. The first and last POUs on the lines were sampled daily.
The WFI purification process with Reverse Osmosis (RO) filtration and Distillation is excellent at making low bioburden water. The data confirmed that. Organisms were rarely recovered from samples, except for one particular POU design: Transfer Panels.
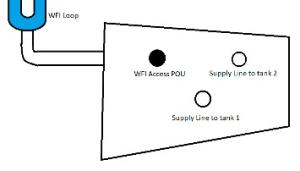 Transfer panels are a unique water supply location. They allow for one source of water to supply multiple uses. In this diagram, a U-shaped connection pipe can connect the water source to two different tanks.
Transfer panels are a unique water supply location. They allow for one source of water to supply multiple uses. In this diagram, a U-shaped connection pipe can connect the water source to two different tanks.
These locations are also unique to sample. For most POUs at this site, the sampling microbiologist presses a button, allows for a 1-minute rinse, then places the sample container below the water flow. Very little manipulation or contamination potential.
With the transfer panel, an operator must apply a special sampling port to the POU using a clamp and gasket. When organisms showed up on these samples, the sampling process was picked apart.
• Did the operator obtain clean gaskets and clamps?
• Did they sanitize their hands before applying it?
• Was the port properly applied?
• Did they flush for the full minute?
• Was the port stored correctly and sanitized after use?
After months of optimizing the sampling process to minimize contamination, the site still saw high counts; a wide variety of Gram-negative organisms: Ralstonia, Methylobacterium, Burkholderia, Acinetobacter, and Sphingomonas, among a few others. Endotoxin testing, performed with Endosafe® nexgen-MCS™ , was consistently below the limit of detection. This hinted the organisms weren’t coming from an established biofilm, they were introduced and proliferating after each sanitization.
Eventually, site engineers determined the piping between the WFI-loop and the transfer panel never fully drains. This residual water supports microbial growth. To accommodate this, routine 80°C hot water sanitizations of the loops were increased in frequency, from monthly to weekly. The sanitizations included 15 minutes of flushing through the POU piping.
Read the full blog here.
